David Eszenyi, Commercial Director at Ivor Searle, examines the problem of turbo failure and explains the benefits of the remanufactured option when selecting a replacement unit.
The market for turbochargers continues to grow as this technology becomes more common within the vehicle parc. The proliferation of diesel cars and light vans, all of which are now turbocharged, is a key driver behind this growth. As these vehicles continue to age, turbo failures will inevitably increase, driving demand for replacement units.
Although designed to last the lifespan of the vehicle, turbochargers are precisely engineered to very high tolerances, so a range of external factors can cause damage, resulting in premature failure. Symptoms of turbo failure include power loss, slow acceleration, difficulty maintaining high speeds, a smoking exhaust and illumination of the ‘check engine’ instrument cluster warning light. Based on the company’s remanufacturing experience, Ivor Searle has identified the main causes of turbocharger failure.
Oil and exhaust system contamination
Effective engine lubrication is critical to the operation of a turbo, so a lack of oil or use of the incorrect specification can produce contaminants in the engine that can ultimately result in component failure. Oil contamination, as well as carbon deposits from incomplete combustion, can build up in the turbo over time, resulting in faults, such as the vanes sticking in variable geometry turbos, causing power loss.
Contamination can also be sent ‘upstream’ into the turbo due to problems in the exhaust system, such as a blocked or restricted DPF. Turbos are designed to handle high exhaust gas temperatures of around 800°C, so excess exhaust gas temperature beyond this point can also harm them, causing the turbine shaft to melt and, in some instances, detachment of the turbine wheels away from the shaft. With this in mind, Ivor Searle always recommends that workshops replacing a customer’s turbo check the vehicle’s DPF at the same time and, if necessary, get it professionally cleaned.
Foreign object damage
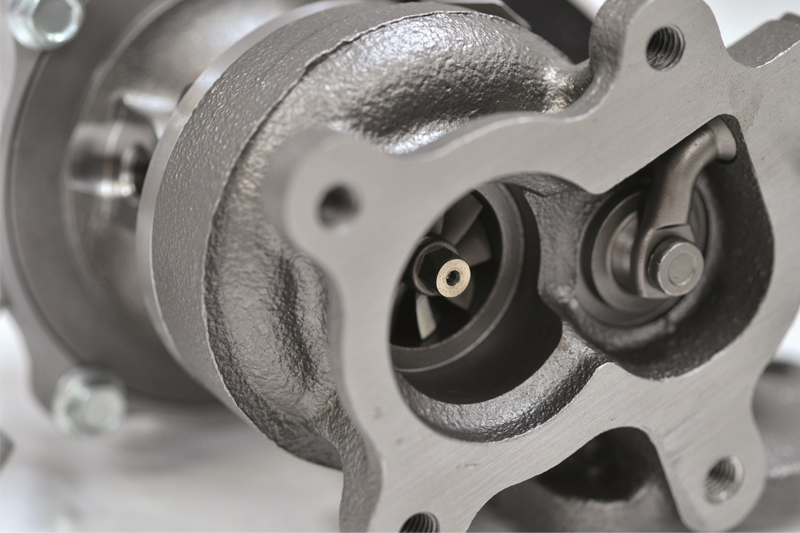
Foreign object damage can destroy a turbo in seconds. Occasionally, foreign objects, such as fragments of metal from broken engine components, dust particles, small stones and other debris, can be ingested into the compressor or turbine inlet, resulting in it colliding with the compressor wheel, which runs at over 100,000rpm. As a result, even the smallest particle hitting the compressor wheel can unbalance the turbo, causing it to fail.
Over speeding
Based on the principle of forced induction, a turbo is designed to increase the air supply that feeds the engine. Turbo over speeding occurs when the turbo rotates at a greater speed than its operational limits and beyond its safe parameters, eventually causing it to fail by damaging the turbine or compressor wheels and bearings. Leaks, cracks or damaged seals between the compressor and the engine can harm the turbo, making it operate beyond its intended limits to deliver the pressure required.
Alongside the problems highlighted, further causes of turbo failure include issues such as moisture ingress, wear and tear on high mileage vehicles, and hose use without mechanical sympathy.
The case for remanufactured turbochargers
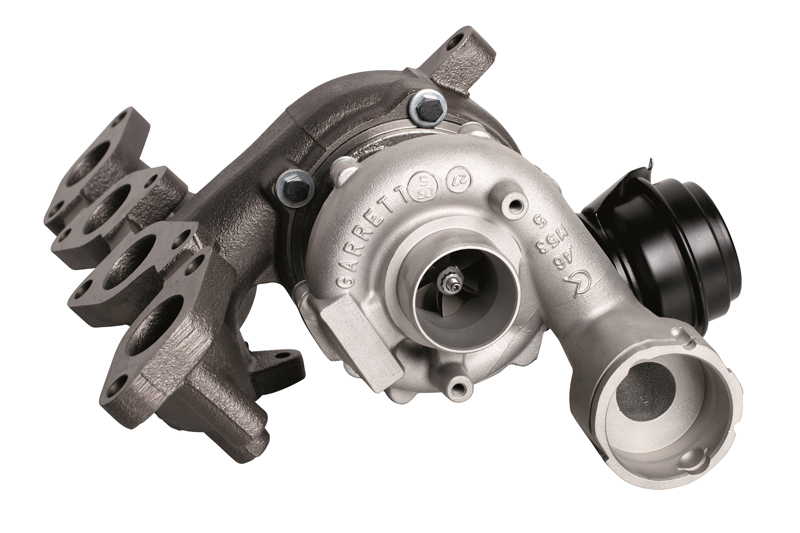
At Ivor Searle, demand for the company’s all makes programme of remanufactured turbos for diesel and petrol vehicles is growing, not least because it is far more cost effective to buy a remanufactured turbo than source a brand new OE unit. In some cases, the saving can be as much as 40%.
The remanufacturing process involves a complete strip down and thorough cleansing using pyrolytic technology, after which all internal components are automatically replaced. All external housings are meticulously examined and checked against OE specification, and any non-conforming components are also replaced.
All Ivor Searle turbochargers undergo stringent quality checks and test procedures throughout the remanufacturing process to ensure maximum durability and service life. Prior to final assembly, the turbocharger’s rotating assembly is then balanced on state- of-the-art VSR equipment to OE specification, and oil flow rates are checked at the same time. Every turbo receives a detailed final inspection and is flow tested to ensure optimum performance.